Công cụ khoan carbide là gì? Làm thế nào để chọn một công cụ khoan carbide phù hợp
Drow Carbide Precision Ltd. phát hành Hướng dẫn ngành công nghiệp: Xóa bí ẩn lựa chọn công cụ khoan Carbide
Ngày 20 tháng 2 năm 2025** - Khi trí thông minh sản xuất tăng tốc, Drow Carbide Precision Ltd. hôm nay chính thức phát hành "Sách trắng lựa chọn công cụ cắt chính xác cao," cung cấp phân tích chuyên sâu về các đặc điểm kỹ thuật và chiến lược lựa chọn của các công cụ khoan carbide cho các doanh nghiệp gia công.
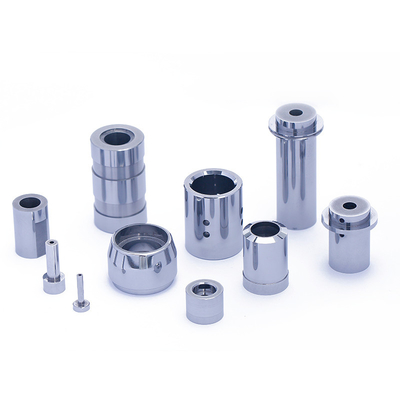
### Phân tích kỹ thuật của Carbide Boring Tools
Công cụ khoan carbure, được sản xuất bằng vật liệu dựa trên tungsten carbide, cho thấy những lợi thế nổi bật:
- ** Kháng mòn đặc biệt **: Độ cứng lên đến HRA92-94, 5-8 lần tuổi thọ lâu hơn các công cụ HSS
- ** Độ ổn định nhiệt cao **: chịu được 800-1000 °C cho cắt tốc độ cao
- ** Máy chế độ chính xác **: đạt được độ khoan dung IT6-IT7 với độ thô bề mặt Ra0.4-0.8μm
### Phương pháp lựa chọn 5 chiều
CTO của Drow Carbide khuyến cáo xem xét năm khía cạnh quan trọng:
1. ** Sự tương thích của vật liệu **
Công cụ phủ CVD cho sắt đúc, phủ nano PVD cho thép không gỉ
2. ** Chọn công cụ cụ thể cho hoạt động**
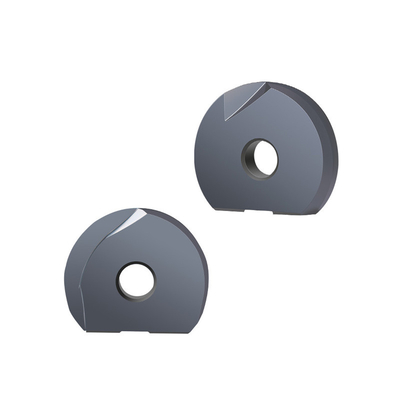
- ** Face Grooving **:
▸ Thích hợp cho các rãnh dầu khối động cơ (chiều rộng 2-8mm)
▸ Đề nghị chèn TPGX với góc tiếp cận 85 °
▸ Tốc độ cắt [v_c = 120-180m/min] cho hợp kim nhôm
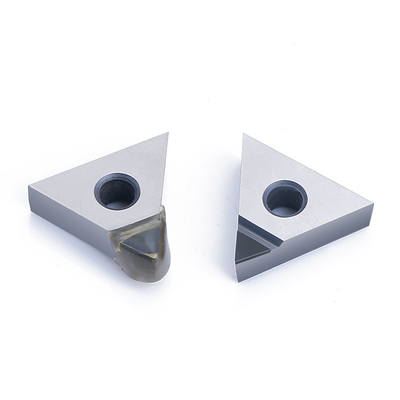
- **Profiling Boring**:
▸ Máy chế biến đường viền phức tạp trong các thành phần hàng không vũ trụ
▸ Sử dụng đầu khoan hình học biến với độ lặp lại ± 0,01mm
▸ Địa hình của bộ phá vỡ chip: [λ = 15°-20°] cho gia công thép
- ** Nội bộ Threading **:
▸ Máy gia công sợi metric / UN trong các bộ thu nhỏ thủy lực
▸ 60° V-type inserts với lớp phủ TiAlN
▸ Tốc độ cung cấp [f = pitch lần 0,7] cho các đường ISO
- ** Quay lại Chán **:
▸ Máy chế phía sau của vỏ tua-bin
▸ Máy cắt góc ngược với góc dẫn 45°
▸ Yêu cầu độ cứng: [k geq 200N/μm] ở độ trần 5xD
- ** Chán bên trong **:
▸ Xét hoàn lỗ chính xác chung
▸ Hệ thống khoan mô-đun với độ phân giải điều chỉnh 0,001mm
▸ Tỷ lệ chiều sâu - đường kính [L/D trang 4] mà không cần hỗ trợ
3. ** Các thông số hình học **
Chọn góc γ dựa trên độ cứng vật liệu:
[
γ =
bắt đầu {các trường hợp}
8°-10° & text{Làn đúc}
12°-15° & text{Aluminum Alloy}
end{case}
]
4. ** Hệ thống cầm công cụ **
HSK cho các ứng dụng tốc độ cao (≤18,000rpm) so với CAPTO cho cắt nặng
5. **Khả năng của nhà cung cấp**
Đánh giá các dịch vụ thiết lập sẵn công cụ, hỗ trợ tại chỗ và khả năng đáp ứng các giải pháp tùy chỉnh
** Về Drow Carbide Precision Ltd. **
Là một doanh nghiệp công nghệ cao quốc gia, chúng tôi sở hữu 12 bằng sáng chế công cụ carbide và vận hành các cụm máy nghiền công cụ 5 trục do Đức sản xuất, cung cấp tùy chỉnh nhanh chóng trong 72 giờ.www.drowcn.cn.
* Liên lạc với truyền thông:
Giám đốc bán hàng Chen. WhatsApp/Wechat: +8618975739143 Zalo/Telegram: +8615622340665
Email: csc@drowcn.cn*